Erfahrungsberichte über die ADO-Serie-Bohrer

Manuel Spörri, Produktionsleiter (l.) und Tobias Halbheer, Polymechaniker
und Ausbildner (r.)
Naef Flugmechanik hebt ab mit dem OSG ADO-TRS 3 Lippenbohrer
Als mittelständisches Unternehmen produziert Naef Flugmechanik seit mehr als 100 Jahren mechanische Teile für verschiedene Anwendungsbereiche. Entstanden aus der Flugmechanik sind sie heute ein flexibler Fertigungsbetrieb mit hochmodernen Maschinen, der Lohnfertigungsaufträge aller Art herstellt. Hydraulische Antriebe für Dekanter-Zentrifugen zählen zum Eigenproduktportfolio. Zudem sind sie spezialisiert im Bereich Innen- und Aussenverzahnen sowie Unrundverzahnen.
Für die Bearbeitung ihrer Werkstücke ist Prozesssicherheit von enormer Bedeutung. Bevor sie den ADO-TRS von OSG einsetzten, fertigten sie mit einem Vollhartmetall 2 Lippenbohrer. Als sie den dreischneidigen Hochvorschubbohrer aufgrund seines interessanten Preis-Leistungs-Verhältnisses für den gleichen Fertigungsprozess einsetzten, staunten sie nicht schlecht: Reduzierte Bearbeitungszeit, bessere Oberflächengüten und längere Standzeiten. Die Bohrzeit wurde halbiert und das Potential des Bohrers sei noch nicht einmal ausgereizt, erzählt Manuel Spörri, Produktionsleiter bei Naef-Flugmechanik. Mit dem ADO-TRS 5xD in Durchmesser 5.1 mm, konnte Spörri seine Durchlaufzeiten erheblich reduzieren und verfolgt somit die Fertigungsstrategie des Unternehmens.
"Der Bohrer ist in der Serienproduktion ein sehr interessantes Werkzeug und in vielen Materialien einsetzbar. Wir können massiv höhere Vorschübe realisieren und erreichen eine absolut geniale Oberflächengüte", schwärmt der Produktionsleiter.

Oliver Oberdanner, Geschäftsführer der Sepo AG in Bad Ragaz (l.) und
Markus Signer, Anwendungstechniker bei der Vischer & Bolli AG (r.)
"Das war wie Stanzen im Stahl!"
Von der Firmenphilosophie des familiengeführten Lohnfertigers aus Bad Ragaz waren wir sofort angetan - "Der Mensch steht bei uns im Vordergrund", war der erste Satz des sympathischen Geschäftsführers. Das Ehepaar Oberdanner führt die SEPO AG mit Herzblut und einem vorbildlichen Spirit, der auf Gleichberechtigung, Fairness und Chancengleichheit aufbaut.
"Top Maschinen, gutes Material und Qualitätswerkzeuge braucht's, damit wir und unsere Mannschaft Spass an der Arbeit haben", sagt Oliver Oberdanner und fügt hinzu, "wir investieren in die richtige Wertschöpfung, in einen nachhaltigen Arbeitsplatz und unsere Mitarbeiter – denn sie sind unser gesamtes Kapital." Mit seinen 20 Mitarbeitern und 14 Werkzeugmaschinen produziert er Klein- bis Grossserien und bearbeitet Aluminium, Kunststoff, Chromstahl und Stahl. Wenn es um Werkzeuge geht, nennt er sich selbst ein "Rosinenpicker" und lacht, "Ich habe nicht nur einen Hauptlieferanten, ich suche bei jedem das passendste Werkzeug, denn wir wollen und machen nur Top Qualität." Seiner Meinung nach brauche es sogar mehr Spezialisten für verschiedene Materialien und Prozesse.
Es ist ihm wichtig, dass Werkzeuge saubere Oberflächen und kurze Späne erzeugen. Auf Empfehlung eines anderen Fertigungsbetriebs ist Herr Oberdanner auf den vermeintlich besten Bohrer im Markt gestossen - den ADO-SUS von OSG. "Im Stahl (S355) mit Durchmesserbohrungen von 17.5mm und 14mm, ist er mir sofort positiv aufgefallen. Das war wie Stanzen im Stahl!" Eine hohe Prozesssicherheit und schönere Oberflächen waren das zufriedenstellende Ergebnis. "Er ist nicht der billigste Bohrer, aber über den gesamten Prozess der Günstigste", meint der erfahrene Geschäftsführer bestimmt. Die langjährige Partnerschaft mit Vischer & Bolli ist jedoch nicht nur den Highend Werkzeugen zuzuschreiben, denn Herr Oberdanner schätzt vor allem den Einsatz der Aussendienstmitarbeiter, die sich für ihn ins Zeug legen. Auch hier geht's ihm in erster Linie um den Menschen.

Ch. Brunner Maschinenbau in Bichwil, www.brunnermaschinenbau.ch
Höchstleistung in Kupfer
Christian Brunner kam das erste Mal nach seinem Lehrabschluss mit OSG Werkzeugen in Berührung und war sofort begeisterter Nutzer. Bis heute ist der Lohnfertigungsbetrieb Ch. Brunner aus Bichwil ein treuer und langjähriger Kunde der Vischer & Bolli AG. Für Sonderanfertigungen im Maschinenbau sowie Einzelteile und Kleinserien muss eine gewisse Flexibilität an den Tag gelegt werden.
Er hatte bereits mehrere Werkzeuge von OSG im Einsatz, als er den ADO-Bohrer für einen Auftrag in Kupfer neu entdeckte. Die Produktion von Schweissbalken für Verpackungsmaschinen, erforderte eine Bohrung (Durchmesser 6.5mm) von insgesamt 300mm Tiefe, die von beiden Seiten je 150mm gebohrt werden musste. Die Herausforderung; Die beiden Bohrungen müssen eine Koaxialität von <0.05mm aufweisen. Für den Lohnfertiger kam daher nur ein zuverlässiges Qualitätswerkzeug für lange Bohrungen in Frage. Auf Anhieb funktionierte die Kupferbearbeitung mit dem ADO 30xD und erfüllte die Qualitätsansprüche von Christian Brunner. "Der Prozess muss effizient umgesetzt werden können, um die Terminanforderungen der Kunden einzuhalten", so der Fachmann. Die Werkzeugkosten sind gemäss Brunner zweitrangig, da diese im Vergleich zu den Herstellkosten sowieso verschwindend klein seien. Zusammengefasst, ein Einmannbetrieb, der verstanden hat, worum es geht.
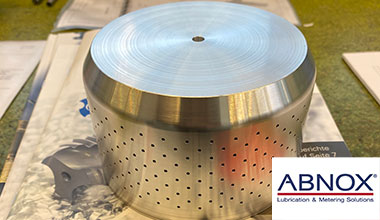
Liridon Nebihi, gelernter Polymechaniker bei ABNOX AG
"Ich konnte durchgehend bohren."
"Mit dem ADO-Micro habe ich 360 Bohrungen erfolgreich gefertigt. Ich konnte durchgehend bohren, ohne anschliessend nachzubearbeiten", erzählt uns Liridon Nebihi, Polymechaniker bei ABNOX AG, begeistert.
Die ABNOX AG ist seit 75 Jahren der innovative Systempartner für integrierte Prozesse in der Dosier-, Schmier- und Spanntechnik. In diesem Bereich verfügt ABNOX über eine breite Produktepalette. Für den kürzlich hergestellten Schmierstoffverteiler zum Applizieren von Fett, suchte Liridon Nebihi ein Werkzeug, mit dem er 360 Bohrungen mit Durchmesser 1.5 und 30xD tief, prozesssicher auf der neuen Drehmaschine fertigen konnte. Im Webshop vb-tools.com filterte er nach seinen gewünschten Kriterien und wurde mit dem ADO-Micro Bohrer 30xD von OSG fündig. Er nutzte die technischen Spezifikationen aus dem Shop und setzte den Bohrer fachgerecht ein. Sein Fazit: "Mit dem Mikrobohrer bin ich deutlich schneller, da wir alle Bohrungen mit nur einem Werkzeug herstellen können. Auf unserer neuen Maschine haben wir eine ausgezeichnete Kühlleistung, welche dank dem Hohlschaft des ADO-Micro Bohrers optimal genutzt werden kann."

Markus Signer, Anwendungstechniker bei Vischer & Bolli AG (l.) und
Roger Eigenmann, Bereichsleiter Fräsen bei Büchler Reinli + Spitzli AG (r.)
„ Auf dieses Werkzeug können wir uns verlassen.“
Die Firma Büchler Reinli + Spitzli AG ist ein innovativer und erfahrener Werkzeug- und Formenbauer, welcher die gesamte Formenbau-Prozesskette im Kunststoffspritzguss- und der Druckgusswerkzeugherstellung abdeckt. Von der DFM-Analyse über das Engineering bis hin zur Umsetzung des Pilot- sowie Produktionswerkzeugs gehören auch die Formenabnahme und Musterteil-Ausmessungen dazu. Darüber hinaus bietet die Firma entsprechendes Ersatzteilmanagement sowie Formenservice und Formrevision als Dienstleistung an. Auch im Bereich «Präzisionsfertigung» beherrschen sie bis zu 18 verschiedene Dienstleistungs- und Fertigungsprozesse.
Der Anspruch an ein neues Werkzeug war; ein möglichst flexibler Einsatzbereich in einem breiten Materialspektrum abzudecken. Durch die langjährige Partnerschaft zu Vischer & Bolli und die guten Erfahrungen im VHM-Bohren, nutzte Büchler Reinli + Spitzli AG die Gelegenheit u.a. den ADO-Bohrer zu testen. "Das Ergebnis war überragend - der ADO hat einfach gehalten", erklärte Roger Eigenmann, Bereichsleiter Fräsen, und fügte hinzu: "Die Bohrungen waren perfekt." Die Qualitätslinie ist aufgrund des sehr guten Preis-Leistungs-Verhältnisses inzwischen zum Standardwerkzeug in ihrem Maschinenpark geworden. Mit dem Einsatz des ADO in den Dimensionen 10, 15 und 20xD hat sich die Standzeit gemäss Aussagen des Präzisionsfertigers signifikant erhöht. Ob kleine oder grosse Serien oder anspruchsvolle Materialien bis zu 55 HRC – der ADO hält und hält und hält…
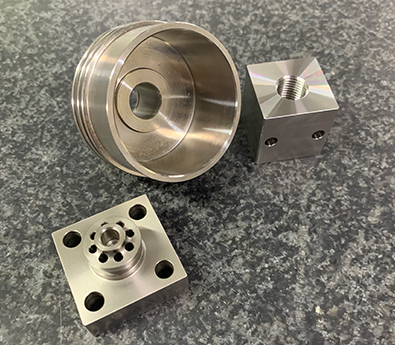
Werkstücke, die mit ADO-SUS Bohrer produziert wurden.
„Man muss sich mit dem Produkt befassen, bevor man die Werkzeuge aussucht.“
Jürg Widler, Geschäftsführer der Wimec Feinmechanik AG erklärt, wie er die richtigen Werkzeuge beschafft. Im Zulieferbetrieb wird im kleinen Bereich gedreht, das heisst von 3 bis 80 mm ab Stange. Auf seinen modernen Fräs- und Drehzentren überwiegt die Produktion für Sensoren der Regeltechnik. Für den Unternehmensinhaber zählen vor allem Zeit- und Ressourcengewinn, als auch eine längere Standzeit zu den Argumenten für den ADO-SUS. Vor ein paar Jahren wurde ihm dieser Bohrer von einem anderen Anwender empfohlen.
Seither ist er der KÖNIG unter den Werkzeugen, da er für die bei Wimec verwendeten Materialien geeignet ist und mit einem unschlagbaren Preis-Leistungs-Verhältnis überzeugt.

Luca Biasuz, Werkstattverantwortlicher (l.) und Marco Biasuz, Inhaber
der M. Biasuz Präzisionsmechanik
Die Qualität der Werkzeuge spielt eine sehr wichtige Rolle
Der Familienbetrieb Biasuz in Bülach fährt mit seinen Drehmaschinen mittlere Serien und bearbeitet vor allem schwierige Materialien sowie optisch und qualitativ anspruchsvolle Werkstücke für den Maschinenbau und die Medizinaltechnik. Die Qualität der Werkzeuge spielt daher eine sehr wichtige Rolle, denn Prozesssicherheit und Stückzeiten sind für den Lohnfertiger ausschlaggebend. Seit gut 8 Jahren hat der Inhaber Marco Biasuz nun den ADO-SUS im Einsatz, nachdem er immer wieder andere Werkzeuge ausprobiert hat, die nicht zufriedenstellend waren. Bisher konnte keiner der Bohrer mit der Leistung der OSG-Bohrer mithalten. Der ADO-SUS überzeugt ihn wegen seiner höheren Schnittgeschwindigkeit und des höheren Vorschubs. Dies resultiert in einer deutlich schnelleren Bearbeitungszeit.
Dank dem ADO-SUS muss er nicht mehr auf Schichten verzichten und hat seine mannlosen Stunden mittlerweile fast verdoppelt. «Da nimmt man den etwas höheren Preis sehr gerne in Kauf» – so der Inhaber.