Herausforderung angenommen,
Standzeit und Gewindequalität erhöht
Herausforderung angenommen,
Standzeit und Gewindequalität erhöht
Kontinuierlich zäher werdende Gusswerkstoffe führten beim Unternehmen Sistag AG in Eschenbach beim Gewindeschneiden vermehrt zu Werkzeugbruch und mangelnder Qualität der Gewinde. Deshalb hat man sich intensiv mit möglichen Lösungen in diesem Bereich beschäftigt. Nach intensiven Tests entschied man sich bei Durchgangs- und Sacklochgewinden für die A-Serie von OSG bzw. Vischer & Bolli. Mit Erfolg, wie sich zeigt. Die Prozesssicherheit und Gewindequalität sind seither auf oberstem Niveau.
David Meier (li.) und Manuel Schmidlin (re.): „In der Summe waren es die Standzeiten, die Qualität, der Preis und die Verfügbarkeit inklusive der kurzen Lieferzeiten, die für die A-Serie gesprochen haben.“
Bei den Losgrößen bewegt man sich zwischen der einmaligen Sonderlösung bis hin zu 1.000 Stück bei den Standards. Je nach Ausführung, sind es ca. 40 Gewinde pro Bauteil.
Die Schnittgeschwindigkeiten will man demnächst optimieren, denn man hat festgestellt, dass bei den Gewindebohrern noch viel Luft nach oben ist.

Aktuell setzt man bei den beiden Gussarten aus-schließlich Gewindebohrer der A-Serie, von
M3 bis M36 ein.

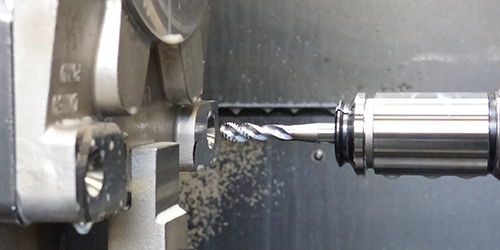
OSG verspricht, dass die ungleich gedrallte Nut und die scharfen Schneidkanten zu einer schnellen, gleichmäßigen Spanbildung führen.

Aufgrund der automatisierten, teilweise mannlosen Prozesse hatte bei Sistag die Prozesssicherheit und die Qualität der Gewinde oberste Priorität.
Die Sistag AG entwickelt und fertigt u.a. Plattenschieber für die unterschiedlichsten Applikationen. Bei diesen teilweise auch Meerwasserbeständigen Bauteilen verändern sich die Gusswerkstoffe kontinuierlich. Speziell die Werkstoffe des rostfreien Gusses werden härter und zäher. Eine Tatsache, die auch die Zerspanung beeinflusst. Das galt in Eschenbach besonders für das Gewindeschneiden. Bei den bis dahin eingesetzten Gewindebohrern kam es deshalb häufiger zu Werkzeugbruch oder zu Ausschuss-Gewinden. Für Manuel Schmidlin, Leiter Fabrikation bei der Sistag AG, war diese Situation nicht länger tragbar und so wurden einige Werkzeughersteller zu Tests eingeladen: „Wir bearbeiten für die Standard-Plattenschieber Grau- und Sphäroguss, da gab es bei uns kaum Probleme. Wir waren aber auf der Suche nach einer Lösung für den rostfreien Guss bis 4470. Es sollte ein Werkzeuganbieter sein, der mit einem entsprechend großen Sortiment, inklusive Zollgewinde, und hoher Verfügbarkeit sowie kurzen Lieferzeiten alles anbieten kann. Aufgrund unserer automatisierten, auch mannlosen Prozesse, hatte dabei die Prozesssicherheit und die Qualität der Gewinde oberste Priorität.“ David Meier, Verkaufsleiter bei Vischer & Bolli stellte so die Range der OSG A-Serie vor. Die Ergebnisse der Tests sind schnell erzählt. Einige wenige Gewindebohrer von Wettbewerbern haben zwar funktioniert, waren aber trotz geringerer Standzeit kostenintensiver oder man war nicht in der Lage, ein derart großes Sortiment aus einer Hand zu liefern. Interessant in diesem Zusammenhang ist, dass die Schnittdaten, obwohl Vischer & Bolli bzw. OSG hier einzigartige Schnittgeschwindigkeiten verspricht, zu der Zeit nicht berücksichtigt wurden. Vielmehr war es die Qualität der Gewinde.
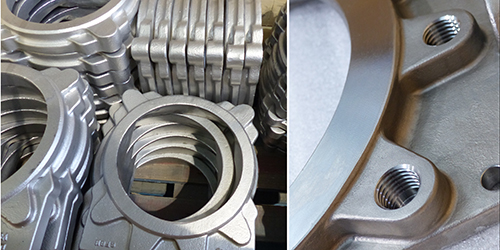
Bei Sistag unterscheidet man zwischen internen Gewinden für das Zusammenschrauben der beiden Schieberhälften und Flanschgewinden. Diese Gewinde sind für den Kunden sichtbar und müssen insbesondere bei Hochdruck-Schiebern besonders stabil sein. Bei den Losgrößen bewegt man sich in Eschenbach zwischen der einmaligen Sonderlösung bis hin zu 1.000 Stück bei den Standards.
Da werden es dann, je nach Ausführung, ca. 40 Gewinde pro Bauteil, mit Gewindetiefen zwischen 2 bis 3 x D. Voraussetzungen, die bei den Tests für David Meier dann doch eine Herausforderung waren: „Zunächst ist dieser zähe Werkstoff tatsächlich nicht so einfach zu bearbeiten. Eine 100 Prozent Sicherheits-Garantie kann man da nicht geben, denn die Standzeiten sind ja auch Maschinen- und Chargenabhängig. Hinzu kommen die bei Guss üblichen Lunker sowie die Tatsache, dass Sistag das Material von unterschiedlichen Gießereien bezieht, die Materialien also nicht immer gleich sind. Außerdem kann man den rostfreien Guss nicht mit herkömmlichen Kühlmitteln bearbeiten, sondern muss mit Öl schmieren. Wir waren deshalb im intensiven Austausch.“ Vischer & Bolli hat die Herausforderung angenommen und in Eschenbach werden jetzt bei den beiden Gussarten ausschließlich Gewindebohrer der A-Serie, von M3 bis M36 eingesetzt.
Bei den Schnittdaten noch Luft nach oben
Nun wird beimGewindeschneiden häufig die Spanabfuhr zu einem Problem. Während bei Grauguss dasRisiko eher gering ist, steigt es beim rostfreien Guss. Dieser Werkstoff istbei der Spanbildung mit rostfreiem Stahl vergleichbar. OSG verspricht durch dieungleich gedrallte Nut eine beschleunigte Spanabfuhr, durch die scharfenSchneidkanten eine gleichmäßige Spanbildung.
„Für die Beschichtung, das Grundsubstrat, die Schneidengeometrie etc. interessieren sich nur die Kunden, die verstehen wollen, warum es funktioniert. Bei den meisten unserer Kunden steht im Vordergrund, was bringt mir das Werkzeug mehr als ein Wettbewerbsprodukt.“ Für Manuel Schmidlin ist es vor allem Sicherheit, die auch deshalb so wichtig ist, weil bei Sistag eine enorme Produktvielfalt über eine automatisierte Anlage mit zwei horizontalen Bearbeitungszentren abgearbeitet wird. Auf einem Bearbeitungszentrum wird ausschließlich Grauguss bearbeitet, auf dem anderen Bauteile aus Sphäro- und rostfreiem Guss. Während man bei Grauguss nach wie vor auf die früheren Standard-Gewindebohrer setzt, kommen auf dem zweiten Bearbeitungszentrum ausschließlich Gewindebohrer der A-Serie zum Einsatz.
Was die wirtschaftliche Fertigung bzw. die Schnittgeschwindigkeiten angeht, sieht Manuel Schmidlin aber in absehbarer Zeit eine Veränderung: „Wir beabsichtigen demnächst, unser Fastems-System mit über 1.000 Programmen zu erneuern. Das heißt, wir müssen neue Programme schreiben. In dem Zug werden wir dann auch die Schnittgeschwindigkeiten anpassen, denn wir haben festgestellt, bei den OSG-Gewindebohrern ist noch viel Luft nach oben.“
Zu den aktuell konkreten Standzeiten lässt sich dagegen noch nicht viel sagen. Einerseits nimmt die Nachfrage an Schiebern aus rostfreiem Guss massiv zu, man fährt noch die gleichen Schnittgeschwindigkeiten wie vorher und hat so keinen Vergleich. Andererseits definiert Manuel Schmidlin die Standzeit nicht über die Anzahl der Bauteile, sondern den zeitlichen Einsatz des Werkzeugs. Er ist sich aber sicher, dass die Standzeiten mit den vorherigen Gewindebohrern wesentlich geringer wären.
Die Sistag AG im Blickpunkt
Das Familienunternehmen mit Schweizer Wurzeln entwickelt und fertigt unter der Produktmarke Wey® in eigener Produktion Absperrarmaturen für die unterschiedlichsten Industriezweige. Dazu zählen unter anderen die Wasseraufbereitung, Bergbau, Biogasanlagen, Papier- und Zellstoffindustrie. Sistag beschäftigt in der Schweiz, Deutschland und den USA insgesamt 165 Mitarbeiter, davon 120 am Standort Eschenbach.
Interessantes am Rande
Die Vischer & Bolli AG bietet eine Landscape als Orientierung bei der Auswahl von Werkzeugen an. Über diese Landscape werden je nach Material und Anwendung auch entsprechende Gewindewerkzuge empfohlen.
Nebenbei bemerkt
Manuel Schmidlin: „Wir haben mittlerweile mit den Gewindebohrern von Vischer & Bolli auch Gewinde M4, M6 und M24 in Titan geschnitten. Auch das war überhaupt kein Problem, da habe ich OSG voll und ganz vertraut.“
Gewindewerkzeug deckt prozesssicher 85 Prozent des Werkstückspektrums ab
Für jeden Werkstoff der passende Gewindebohrer, diese Philosophie führt in der Lohnfertigung zwangs-läufig zu Engpässen. Einerseits ist es die Anzahl der Werkzeuge, für die Platz im Werkzeugmagazin der Maschine vorgehalten werden muss. Andererseits wirkt sich jeder Werkzeugwechsel negativ aus Zeit und Kosten aus. Das Unternehmen Albrecht Wüthrich hat sich deshalb für die Allround-Gewindewerkzeuge der A-Serie von OSG bzw. Vischer & Bolli entschieden. Mit Erfolg, wie sich zeigt.
-WEB.jpg)
Peter Birrer, Adrian Winiger und David Meier (vlnr.): „Taktzeiten spielen immer eine Rolle aber Prozesssicherheit ist meist wichtiger. Bei einem Anteil der Werkzeugkosten an einem Bauteil von vier Prozent, geht man da doch kein Risiko mit minderen Werkzeugen ein.“
-WEB.jpg)
Mit den Allround-Werkzeugen der A-Serie deckt manvon M2 bis M24, beim Unternehmen Albrecht Wüthrich bis zu 85 Prozent derBauteile ab.
-WEB_1.jpg)
Die Standzeiten haben sich mit den Gewindebohrernder A-Serie gegenüber früher um etwa 30 Prozent erhöht.
-WEB.jpg)
Die Gewindebohrer von Vischer & Bolli sind mit Übermaßen, langem und kurzem Anschnitt oder auch mit Innenkühlung verfügbar.
Bei Unternehmen, die Lohnfertigung als Dienstleistung anbieten, gehört die Bearbeitung unterschiedlichster Werkstoffe zum Tagesgeschäft. Diese Werkstoffpalette beinhaltet im Unternehmen Albrecht Wüthrich Aluminium, teilweise auch hochfest, Stahl, rostfreiem Stahl bis hin zu Kunststoffen. Für jeden dieser Werkstoffe wurde in der Vergangenheit je ein Satz Gewindebohrer in Wolhusen vorgehalten. Konkret von M2 bis M24, Zoll- und Feingewinde sowie für Durchgangs- und Sacklochgewinde. Deshalb war man auf der Suche nach Allround-Werkzeugen und lud unterschiedliche Werkzeughersteller zu Tests ein. Dabei standen vor allem die Prozesssicherheit und die Qualität der Gewinde im Vordergrund. Mit den neuen Gewindewerkzeugen wollte man zudem zirka 85 Prozent des Werkstückspektrums abdecken. Entschieden hat man sich für Gewindebohrer der A-Serie von OSG bzw. Vischer & Bolli. Dazu Teamleiter Adrian Winiger: „Für gewöhnlich muss man bei Allround-Werkzeuge Abstriche machen, unsere Tests haben ergeben, das ist bei der A-Serie nicht so. Wir legen beispielsweise sehr viel Wert auf die Qualität der Gewinde und die passt bei der A-Serie. Die Prozesssicherheit hat bei uns einen so hohen Stellenwert, weil wir automatisiert, mit bis zu 20 verschiedenen Paletten auf der Maschine in mannlosen Schichten fertigen.“ Demnach war es dann außer der A-Serie auch nur ein Premium-Werkzeug, das bei den Tests noch den Anforderun-gen gerecht wurde. Ausschlaggebend war das Preis-Leistungsverhältnis. Dazu zählten unter anderem die kurzen Lieferzeiten und die Tatsache, dass die A-Serie mit Übermaßen, langem und kurzem Anschnitt oder auch mit Innenkühlung verfügbar ist. Was die Qualität der Gewinde angeht, ist Adrian Winiger überzeugt, dass es zwar unterschiedliche Qualitätsanforderungen bei den Kunden gibt, die meisten aber sehr anspruchsvoll sind. Er schätzt, dass acht von zehn bereits beim Wareneingang die Gewinde über entsprechende Lehren prüfen. Eine Prüfung, die man in Wolhusen gelassen sieht, denn mittlerweile fertigt man seit ca. zwei Jahren mit diesen Gewindebohrern und fühlt sich in der Entscheidung für die A-Serie bestätigt. Die Standzeiten haben sich gegenüber früher um etwa 30 Prozent erhöht. Selbst bei einem etwas kritischen Bauteil. Hier geht es um ein Stranggussprofil aus Siliziumhaltigen Aluminium, die äußere Schicht ist hart, im Innern weich. Testweise hat man sich bei diesen Bauteilen herangetastet und ist inzwischen soweit, dass der M4 Gewindebohrer erst nach 80 Minuten aus Sicherheitsgründen ausgewechselt wird. Ein Wert, der besonders beruhigend ist, weil es bei Aluminium ja häufig zu Aufklebungen kommt.
Prozesssicherheit und Qualität mit optimalem Preis-Leistungs-Verhältnis
Nun bietet Vischer & Bolli aktuell eine Landscape oder auch Orientierung an, bei der Kunden, je nach Material und Anwendung, sehr schnell die entsprechende Gewindewerkzeuge finden. OSG dagegen empfiehlt Schnittdaten. Eine Übersicht, die David Meier, Verkaufsleiter bei Vischer & Bolli allerdings etwas relativiert: „Die Japaner sind bei diesen Empfehlungen immer sehr vorsichtig. Sind Maschine und das weitere Equipment aber optimal, lassen sich die Schnittdaten problemlos erhöhen. Wir von Vischer & Bolli geben deshalb Fixdaten an, denn wir sind der Meinung, ein Maschinenbediener verfügt über das entsprechende Know-how, variiert und entscheidet selbst. Hinsichtlich der Wirtschaftlichkeit ist da beim Unternehmen Albrecht Wüthrich sicher noch Luft nach oben.“ Diese Zeit- und Kosteneinsparung erreicht man in Wolhusen bislang damit, dass man keine umfangreiche Lagerhaltung der Werkzeuge mehr hat, nicht mehr so viel Plätze im Ma-gazin der Maschine benötigt und weniger Zeit durch Werkzeugwechsel verliert. Außerdem konnte man durch die optimale Spanabfuhr und kein Verkleben der Gewinde, die Prozesssicherheit und Qualität deutlich erhöhen. Geschäftsführer Peter Birrer ist so mehr als zufrieden, bringt wie folgt auf den Punkt: „Natürlich spielen auch bei uns Taktzeiten, vor allem bei größeren Serien eine Rolle, aber die Prozesssicherheit ist noch wichtiger. Vor allem dann, wenn wir 24 Stunden am Tag über Paletten arbeiten. Da können wir nicht 10 Schwesterwerkzeuge in der Maschine bevorraten, da ist das Magazin unsere Maschine mit 200 Plätzen schnell ausgereizt. Deshalb müssen wir uns einfach auf die Werkzeuge verlassen können.“ Was bleibt, ist die Preisfrage. Entgegen des weit verbreiteten Irrglaubens, sind Werkzeuge der A-Serie zwar Premium-Produkte, bewegen sich aber nicht in selbiger Preisklasse. So sieht es zumindest David Meier: „Im Gegenteil, die A-Serie ist sogar günstiger geworden. Ein vergleichbares Werkzeug gibt es ohnehin nicht. Unabhängig davon, wenn man davon ausgeht, dass der Anteil der Werkzeugkosten an einem Bauteil nur vier Prozent ist, steht es in keinem Verhältnis, ein Risiko mit minderen Werkzeugen einzugehen.“
Die Maschinen und Mechanik AG, Albrecht Wüthrich im Blickpunkt
Das Unternehmen wurde 1971 als mechanischer Betrieb und Produzent (Eigenprodukt) sowie Dienstleister in der CNC-Fertigung gegründet. Die Kernkompetenzen sehen die Verantwortlichen heute im CNC-Fräsen sowie CNC-Drehen von komplexen 6-achsigen Fräs- und 9-achsigen Drehteilen. Die Losgrössen bewegen sich vom Einzelteil bis zur Serienproduktion. Zum Kundenkreis zählen Unternehmen aus den Branchen Maschinenbau, Elektrotechnik, Agrartechnik, Bauindustrie, Labortechnik sowie in der Luftfahrt zu Hause. Das Unternehmen beschäftigt 20 Mitarbeitende und hat bis heute fast 40 Mechaniker/Polymechaniker ausgebildet.
Interessantes am Rande
Adrian Winiger: „Die A-Serie mag ja was die Schnittdaten angeht sehr gut sein, darum ging es uns aber nicht. Allein damit, dass wir weniger Gewindebohrer bestellen und bevorraten müssen, weniger Werkzeuge an der Maschine wechseln, sparen wir enorm an Zeit und Kosten.“
Oft sind es nur Kleinigkeiten
Die Unterschiede der Gewindebohrer waren bei den Tests vielfältig. Während bei den meisten das Preis-Leistungs-Verhältnis nicht im Rahmen war, konnte einer nicht punkten, weil der Gewindebohrer für Sackloch eine Spitze hatte. Hier hätten man das Kernloch tiefer bohren müssen.
Wie die Firma HB-Therm die Herstellung von Titan-Teilen meistert
«Dafür benötigen wir ein Werkzeug, welches vor allem während der unbemannten Schicht Prozesssicherheit gewährleistet.» Herr Bajramoski, Teamleiter Maschinenfertigung Mechanik der HB-Therm AG in St. Gallen.

Als weltweit führender Hersteller von Temperiergeräten entwickelt und produziert die HB-Therm AG seit 1967 innovative Temperiertechnik für höchste qualitative Ansprüche. Umfassendes Know-How und eine motivierte Belgschaft zeichnet die HB-Therm AG als einen der Technologieführer der Branche aus. Die Firma produziert ausschliesslich in St. Gallen. Mit eigenen Vertriebsgesellschaften in Deutschland und Frankreich und einem Vertriebsnetz in über 60 weiteren Ländern sind sie rund um den Globus immer nahe beim Endkunden. Die Firma beschäftigt rund 130 Mitarbeiter wovon 10 Mitarbeiter in der mechanischen Fertigung tätig sind.
Das Ziel der HB-Therm ist es, möglichst schlank, effizient, kostengünstig und vor allem prozesssicher zu produzieren. Gefertigt werden mechanische Komponenten und Bestandteile für die eigens entwickelten Temperiergeräte für Kunststoff-Spritzgussanlagen, welche vorwiegend aus Messing, rostfreien Stählen sowie Titan gefertigt werden. Vischer & Bolli AG ist bereits ein langjähriger Werkzeuglieferant der HB-Therm AG. Mit Werkzeugen von OSG und M.A. Ford konnte man bislang immer effizient und prozesssicher produzieren. In der Vergangenheit machten aber immer wieder Bearbeitungen im Titan beim Gewindebohren Probleme.
Aufgrund einer Beratung durch den Anwendungstechniker von Vischer & Bolli, hat Herr Bajramoski, Teamleiter Maschinenfertigung Mechanik der HB-Therm AG, sich für einen Test mit dem V-TI-Tap entschieden. «Ich habe die Entscheidung bisher nicht bereut», sagte der langjährige Profi. Bislang haben sie für 20 Bauteile 6 Gewindebohrer des Mitbewerbers benötigt. Mit dem V-TI-TAP konnte Herr Bajramoski bereits 60 Gewinde mit nur einem Werkzeug schneiden und der Gewindebohrer von OSG ist noch immer im Einsatz!
Es steht: Standzeit 60mm (Mitbewerber) vs. 1000mm (V-TI-TAP OSG / Vischer & Bolli AG).
Damit können beim Temperiergeräte-Hersteller nun Gewinde in Titan auch während der Nachtschicht geschnitten werden, ohne einen Werkzeugbruch befürchten zu müssen. Auch in Bezug auf die Kosten scheut dieses Werkzeug keinen Vergleich. In der direkten Gegenüberstellung mit dem Mitbewerberwerkzeug ist der V-TI-Tap preislich identisch. Aufgrund der signifikant höheren Standzeit und Prozesssicherheit konnte HB-Therm aber ein hohes Mass an Prozesssicherheit und Kosteneffizenz dazu gewinnen.
Ausserdem ist Herr Bajramoski überzeugter Nutzer des vb-Webshops, welcher mit den direkt verfügbaren Schnittdaten und vielen weiteren Funktionen sehr hilfreich und unterstützend im Tagesgeschäft punktet.
Auf dem Bild v.l.: Serge Preisig, HB-Therm Mitarbeiter Mechanik, ist von den neuen Werkzeugen ebenfalls begeistert. Markus Signer, Anwendungstechniker von Vischer & Bolli

Die OSG A-Serie im Test bei Meiermech
"Ich suche Werkzeuge, die vielseitig einsetzbar sind, um Rüstkosten zu sparen." Herr Meier, Inhaber von Meiermech GmbH

Christoph Meier, Firmeninhaber der Meiermech GmbH (r.) und Markus Signer, Anwendungstechniker bei Vischer & Bolli AG (l.)
Die Meiermech GmbH ist seit über 10 Jahren ein Familien- und CNC- Fertigungsbetrieb mit Sitz im Bühler in Appenzell Ausserrhoden und stellt Präzisionsteile aus Stahl, Aluminium und Kunstoffen auf Kundenwunsch her. Die Fertigung ist auf Klein- und Grossserien, sowie Prototypen- und Einzelstückfertigung ausgelegt und beliefert Firmen aus diversen Branchen u.a. Medizin, Pharma, Lebensmittel, Landtechnik sowie Automobil. Das Ziel in der Fertigung ist, Rüstkosten zu sparen. Dazu brauchen sie prozesssichere Werkzeuge, die vielseitig einsetzbar sind.
Vischer & Bolli ist bereits ein langjähriger Werkzeuglieferant der Meiermech GmbH. Mit Werkzeugen von OSG und Denitool sowie vb-tools Spannmitteln wurden bisher immer sehr gute Ergebnisse erzielt. Probleme in der Fertigung machten Meiermech früher vor allem die Bearbeitung von rostfreiem Stahl, da der hohe Verschleiss sich auf die Standzeiten auswirkte.
Seit sie mit den OSG Gewindebohrern der A-Serie arbeiten, konnten die Rüstkosten um mindestens 15% optimiert werden, da die OSG Bohrer als Stammwerkzeuge eingespannt sind und sowohl im rostfreien Stahl als auch im Stahl und Aluminium eingesetzt werden können. Ausserdem haben sie ihre Standzeit um gut 30% erhöht. Mit den prozesssicheren OSG Gewindebohrern A-POT und A-SFT haben sich die Zeiten bei Meiermech geändert. "Bei Sacklochbohrungen mit dem A-SFT bleiben die Späne nicht hängen. Dadurch muss der Prozess nicht mehr extra unterbrochen werden. Die OSG Gewindebohrer sind so vielseitig einsetzbar und laufen auch im rostfreien Stahl und bei normaler Emulsion. Durch die längere Standzeit erhöht sich auch die Prozesssicherheit", erzählt Herr Meier begeistert.
Was für Herrn Meier nebst einem guten Preis-Leistungs-Verhältnis fast noch wichtiger ist, ist die schnelle Verfügbarkeit der Werkzeuge. Das einfache Handling im neuen vb-Webshop und die übersichtlichen Lieferzeiten haben den Inhaber überzeugt: "Der neue E-Shop ist sensationell! Ich kann nach Feierabend meine Werkzeuge bestellen und muss mich nicht an Bürozeiten halten. Dank der einfachen Bedienbarkeit und den vielen Filterfunktionen finde ich immer das passende Werkzeug." Gemäss Aussage des Inhabers sei Vischer & Bolli der einzige Lieferant, bei dem er für die Bestellung nicht einmal mehr den Werkzeugkatalog hervorholen muss, da wirklich alle Informationen online abrufbar sind.